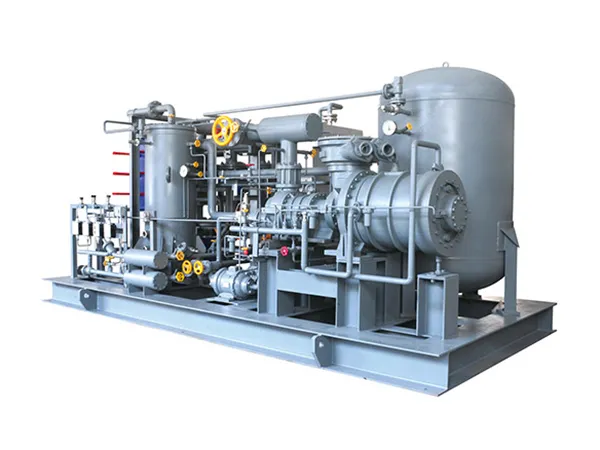
El compresor de gas no energético está diseñado para presurizar gas en diversas aplicaciones industriales, como procesos de producción y recuperación de gases de escape. Este equipo de compresión de gas se utiliza ampliamente en sectores como el petróleo, la petroquímica, el gas natural, la industria del carbón, la química, la generación de energía, el acero y el procesamiento de alimentos.
Este compresor es capaz de manejar una amplia gama de gases especializados, como dióxido de carbono, cloruro de vinilo, amoníaco, nitrógeno, dióxido de azufre, sulfuro de hidrógeno, hidrógeno, helio y otros, proporcionando una solución eficiente para la compresión y el manejo seguro de estos gases en los diferentes procesos industriales.

El compresor de CO₂ de tornillo es fundamental en diversas industrias como la del petróleo, la petroquímica, el gas natural, el carbón, los productos químicos, la síntesis de amoníaco, la generación de energía, el acero y la fermentación de alimentos. Se utiliza para la recuperación y presurización de gas de dióxido de carbono, siendo esencial en la producción de CO₂ de grado industrial o alimentario.
Este compresor también juega un papel crucial en proyectos de CCUS (Captura, Utilización y Almacenamiento de Carbono), apoyando iniciativas de sostenibilidad. Equipado con lubricantes de grado alimenticio y separadores de aceite de varias etapas, asegura un bajo contenido de aceite en la salida de gas CO₂, lo que cumple con los estrictos estándares de seguridad alimentaria, al mismo tiempo que mantiene un funcionamiento eficiente y confiable en todos los procesos industriales.
- Petróleo, petroquímicos, gas natural y carbón: Recuperación de gas asociado, gas de combustión y CO₂ de los procesos de eliminación de gases ácidos.
- Industria química: Recuperación de CO₂ a partir de gases de cola de reacción en plantas de síntesis de amoníaco y producción de fertilizantes.
- Industrias energéticas y siderúrgicas: recuperación de CO₂ de los gases de combustión.
- Industria alimentaria: Recuperación de CO₂ de procesos de fermentación.
- Producción de hielo seco: Recuperación de CO₂ a partir de vapor flash.
| Presión de succión | 0.04-2.0 MPa(a) |
| Presión de descarga | Max. 5.2 MPa(a) |
| Etapa de compresión | Etapa única, etapa doble |
| Flujo volumétrico | 150-10000m³/h |
| Temperatura de succión | -50~50℃ |
| Temperatura de descarga | ≤ 40℃ (refrigerado por agua) |
| Temperatura ambiente: +15°C (refrigerado por aire) | |
| Método de refrigeración | Refrigeración por agua, refrigeración por aire |
| Ajuste del flujo volumétrico (opcional) | Válvula de corredera: 15~100% |
| Válvula de corredera + derivación: 0~100% | |
| Válvula de corredera + variador de frecuencia: 10~100% | |
| Grado a prueba de explosiones | Exd IIBT4, Exd IICT4 |
 Recuperación de gases de combustión por craqueo catalítico: proyecto de 100,000 toneladas de CO₂ líquido
Recuperación de gases de combustión por craqueo catalítico: proyecto de 100,000 toneladas de CO₂ líquido Proyecto de recuperación de CO₂ de síntesis de amoníaco
Proyecto de recuperación de CO₂ de síntesis de amoníaco Proyecto de compresión y licuefacción de CO₂ de gas de cola químico de carbón: 100,000 toneladas de CO₂ de grado alimenticio
Proyecto de compresión y licuefacción de CO₂ de gas de cola químico de carbón: 100,000 toneladas de CO₂ de grado alimenticio Recuperación de CO₂ para un proyecto de recuperación mejorada de petróleo
Recuperación de CO₂ para un proyecto de recuperación mejorada de petróleo Síntesis de amoníaco, lavado de metanol a baja temperatura, recuperación y licuefacción de CO₂
Síntesis de amoníaco, lavado de metanol a baja temperatura, recuperación y licuefacción de CO₂ Proyecto de recuperación y utilización de CO₂ de la planta de procesamiento de gas natural
Proyecto de recuperación y utilización de CO₂ de la planta de procesamiento de gas natural

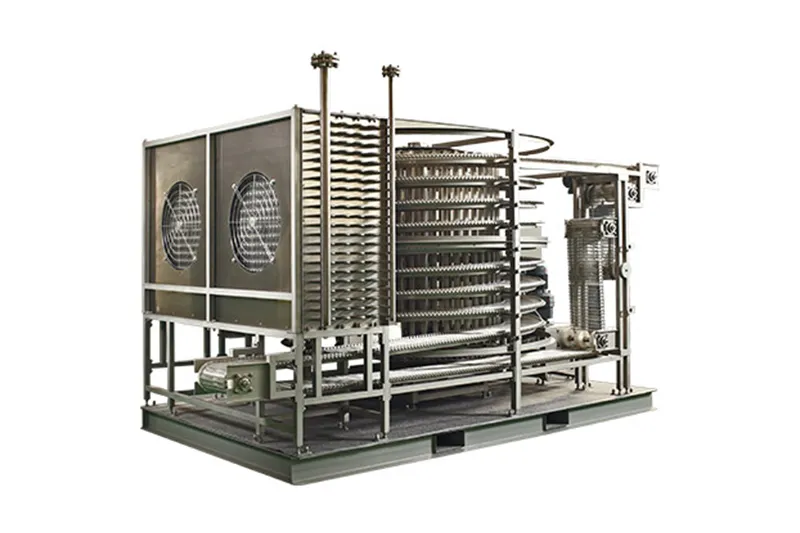
El compresor de helio es crucial en aplicaciones como la recuperación de helio a partir de gas natural, la investigación de superconductividad criogénica y la producción de hidrógeno líquido en procesos criogénicos. Este compresor está diseñado para manejar fluctuaciones en la presión de succión, la presión de descarga y el caudal de admisión durante su operación.
Debido al pequeño tamaño molecular del helio y su alta propensión a las fugas, el compresor se construye con características avanzadas de diseño y técnicas de fabricación especializadas, que aseguran un funcionamiento eficiente y la minimización de pérdidas de gas. Estas innovaciones no solo optimizan el rendimiento energético, sino que también contribuyen a la confiabilidad de la unidad, convirtiéndola en una solución ideal para aplicaciones industriales y de investigación que requieren alta precisión y rendimiento.
| Presión de succión | 0.04-1.6 MPa(a) |
| Presión de descarga | 0.1-2.5 MPa(a) |
| Etapa de compresión | Etapa única, etapa doble |
| Flujo volumétrico | 150-10000m³/h |
| Temperatura de succión | 0 ~ 40℃ |
| Temperatura de descarga | ≤ 40℃ (refrigerado por agua) |
| Temperatura ambiente: +15°C (refrigerado por aire) | |
| Método de refrigeración | Refrigeración por agua, refrigeración por aire |
| Ajuste del flujo volumétrico (opcional) | Válvula de corredera: 15~100% |
| Válvula de corredera + derivación: 0~100% | |
| Válvula de corredera + variador de frecuencia: 10~100% |